







News




01
Why Do Some People Need Tig Welding Primer During Welding?
2024-09-21
There is no difference in process between full TIG welding and primer TIG welding. Full argon arc welding is suitable for thin-walled small-diameter pipes (generally DN60 and below, wall thickness 4mm) and below. The purpose is to ensure the quality and appearance of the weld root.
When the pipe diameter is large and the wall thickness is thick, argon arc welding should be used to prime the manual welding cover surface. The purpose of manual welding cover is that for large pipe diameters, manual welding can ensure the appearance quality, the work efficiency is higher than argon arc welding, and the cost is lower than TIG welding.
The argon arc welding primer welding process is used for the welding of boiler water walls, superheaters, economizers, etc. The quality of the connectors is very good. After radiographic inspection, the welding seam grade reached Level 2 or above.

Advantages of TIG welding primer
(1) Good quality
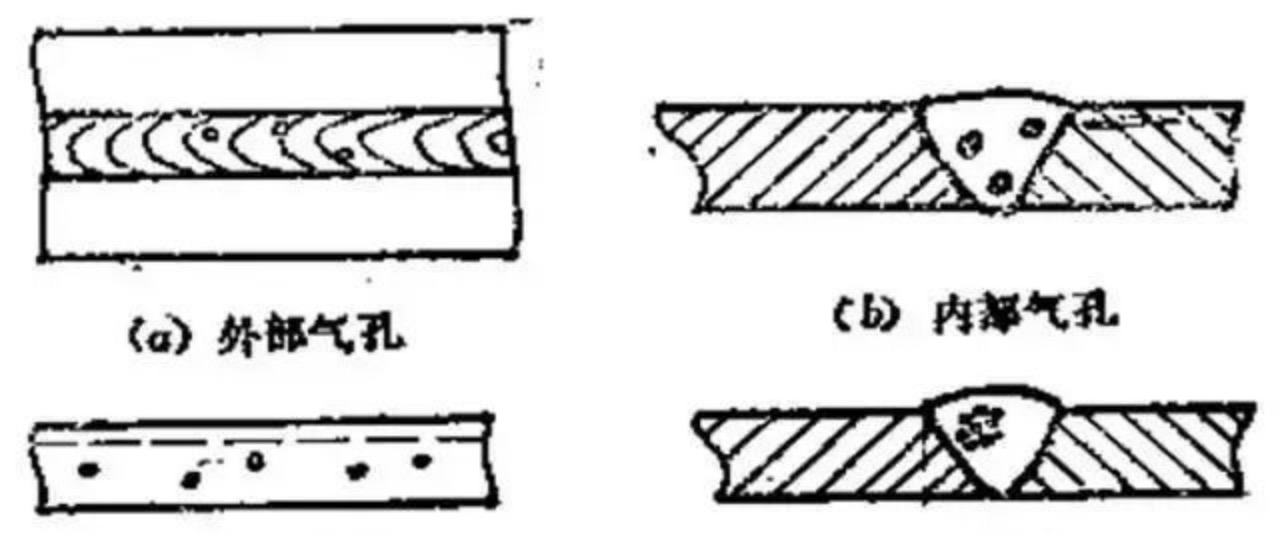
As long as the appropriate welding wire, welding process parameters and good gas protection are selected, the root can get good penetration, uniform penetration and smooth and neat surface. There are no defects such as welding nodules, incomplete penetration, dents, pores, and slag inclusions that are easily produced during arc welding with ordinary electrodes.
(2) High efficiency
In the first layer of pipe welding, manual argon arc welding is continuous arc welding. Rod arc welding is arc welding, so manual argon arc welding can increase efficiency by 2 to 4 times. Since argon arc welding does not produce welding slag, there is no need to clean the slag and repair the weld bead, and the speed increases quickly. In the second arc welding protective layer, the smooth and neat argon arc welding base layer is very conducive to the formation of the arc welding protective layer and can ensure good fusion between layers. Especially in the welding of small diameter pipes, the efficiency is more significant.
(3) Easy to master
The welding of the root seam of manual arc welding must be carried out by welders with rich experience and high technical level. Based on manual argon arc welding. Generally, workers engaged in welding work can basically master it after a short period of practice.
(4) Small deformation
The heat affected zone is much smaller during argon arc welding, so the welded joint deforms less and the residual stress is also small.

Process introduction
(1)Welding examples
The economizer, evaporation section tube bundle, water wall, and low-temperature superheater are made of No. 20 steel, and the high-temperature superheater pipe is made of 12Cr1MoV.
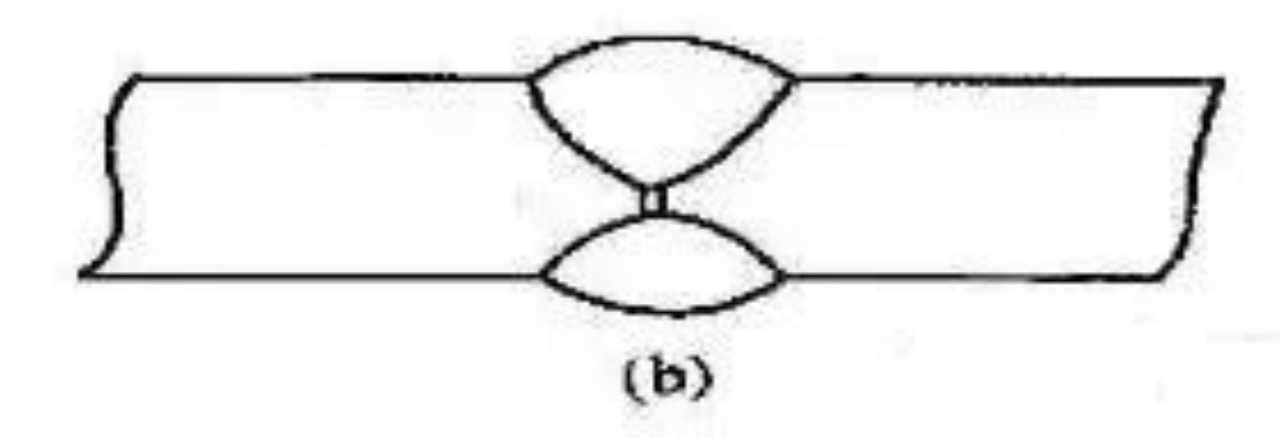
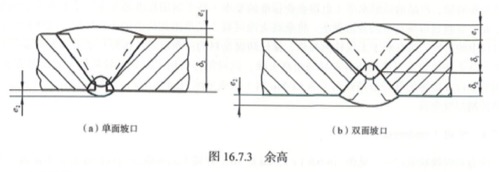
(2) Preparation before welding Before welding, the pipe mouth should be beveled to 30°, and the true metal color should be polished within 15mm inside and outside the pipe end. The gap between the tubes is 1~3mm. When the actual gap between the two joints is too large, a transition layer must be welded on the side of the pipe groove first. Set up temporary wind shelters and strictly control the wind speed in the welding work area. As the wind speed exceeds a certain range, pores are likely to occur.
(3)Operation
Use a manual tungsten arc welder. The welding machine itself is equipped with a high-frequency arc ignition device, which can use high-frequency arc ignition. Arc extinguishing is different from rod arc welding. If the arc is extinguished too quickly, arc crater cracks are likely to occur. Therefore, during operation, the molten pool should be directed to the edge or thicker part of the base metal, and then the molten pool should be gradually reduced, the arc extinguished slowly, and finally closed. protective gas.
For No. 20 steel pipes with a wall thickness of 3~4mm, the filling material can be TIGJ50 (for 12Cr1 MoV, 08CrMoV can be used), the tungsten electrode diameter is 2mm, the welding current is 75~100A, the arc voltage is 12~14V, and the protective gas flow rate It is 8~10L/min, and the power supply type is DC positive connection.